改改改
改出更强制造中场
改出成本力、收益力、竞争力
……
今天就让我们一起
去东风模具冲压技术有限公司
和东风电驱动系统有限公司
看看TA们今年在
效率管理和质量管理方面的成果吧
效率管理UP
东风模具冲压技术有限公司冲焊工厂卓越改善小组——
《提升H56后地板总成线JPMH》

“年初,焊一车间2班就明确了班组活动计划书,我们改善小组对其中的课题进行提取,按照课题的紧急性、实施效果、小组能力、活动周期等维度进行评价,确定现阶段急需推进H56后地板总成线改善,提高总成线生产效率。”焊一车间2班班长许文军介绍。于是,他们围绕H56后地板总成JPMH提升,迅速开启改善行动。
“通常来说,影响JPMH的两大因素是动作浪费导致的人员充实度低和设备OEE低,围绕人、机、料、法、环,我们对末端因素逐一展开验证。”许文军说。小组成员通过要因验证,确定了作业布局不合理、有瓶颈工序、停工时间长是影响H56后地板总成JPMH的要因。对此,他们分工拟定对策,逐一击破痛点。

他们对作业布局进行调整,推进零件“手边化”,将原本需要往返3次才能完成的取件作业缩减至往返1次,作业员步行数减少50%;通过布局优化实现集配“线上等”,削减了附随作业时间,有效提升作业充实度;优化作业编成,避免了前序工序件的积压、合拼总成件造成的等待,减少时间浪费;综合考量6台机器人的焊接节拍,对造成瓶颈的机器人运行逻辑进行优化,将生产节拍由原本的296秒/套缩减至241秒/套;梳理设备停工问题点并进行改善,装备部每周对线体进行专业保全检修,停工时间大幅下降……
“对策实施后,我们对H56后地板总成线JPMH进行汇总分析,发现效率呈上升趋势,JPMH由489.60提升到686,综合提升40.11%,达成目标值,预计节约成本28.9万元/年。”焊一车间主任李玮说,“这次活动提升了我们的改善能力,也加强了团队合作,同时形成了一些经验和标准化作业书,对下阶段即将推进的改善课题打下了良好基础。”


质量管理UP
东风电驱动系统有限公司飞跃改善QC小组——
《降低3825系列温度传感器自工程不良率》
温度传感器是汽车热管理系统的一部分,被安装在发动机冷却水的出水管道上,可以检测发动机冷却液温度,向车辆ECU输入温度信号,其工作温度覆盖-40℃~150 ℃,需要兼具高精度与高可靠性。
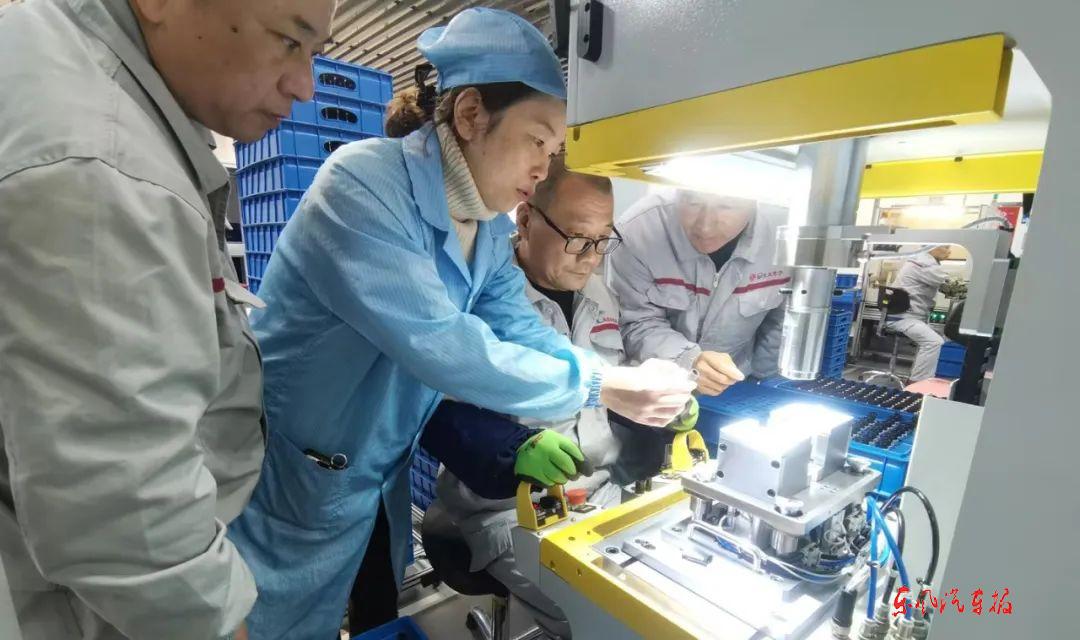
“我们生产的一款温度传感器在今年1-3月的不良品率在0.65%左右,统计其内废原因,发现其中有79%都是因为发生了端钮啃伤不良。”传装车间水浮班班长张娇介绍,“于是,我们开始考虑该如何通过质量管理提升,来降低这款产品的自工程不良率。”
接下任务,飞跃改善QC小组立刻组织人员调查现状、分析数据。“温度传感器需要经过激光打标、总成装配、总成翻边、性能检验、外观检查等8道工序,我们逐一分析可能造成不良件的工序,排除了近30种可能性后,将目标放在了翻边工序上。”负责现状调查的车间检察员彭坤介绍。
▲改善后的夹具
“有没有可能是因为设备气压不稳定导致的?”“也有可能是因为翻边上模内部的螺钉太长导致了剐蹭。”“照明光线也有可能导致作业员看不清产品和夹具的位置。”……小组内的技术、装备等人员对造成端钮外观不良的因素进行分析,并明确负责人一一验证,最终确认其诱因是翻边上模内部螺钉剐蹭了端钮。
组员们随即分工合作,重新设计了自动合模夹具,去掉了夹具内部的螺钉连接结构,杜绝了螺钉造成剐蹭的可能,同时为新夹具匹配了新的伺服控制设备,让设备安全系数再次得到提升。
“通过这次改善,我们的温度传感器自工程不良率从0.65%降低至0.18%。有效降低废品和返修造成的成本损失,同时降低了劳动强度,增强了产品稳定性,客户满意度得到提升,更加强了我们自主推进改善的信心和决心。”小组成员、工程技术部技术指导姚群鑫说,“我们已经确定了下一个改善课题,相信勇于尝试、勤于反省、乐于改善,一定可以为企业作出更大贡献。”